

帶壓堵漏安全管理要點
李光 劉劍 李倩 曲晶紅 中國石油吉林石化公司高碳醇廠
崔景全 中國石油吉林石化公司建修公司
原文:《如何進行帶壓堵漏作業的安全管理》 出處:《化工安全與環境》

一、帶壓堵漏行業現狀
石油化工是連續性生產的現代大工業, 生產過程中最令人擔心的是泄漏, , 如果發生了泄漏, 停車一天, 直接經濟損失就可能是幾十萬元, 幾百萬元, 上千萬元, 甚至更多, 所以不停車帶壓堵漏, 是一項非常重要的搶修技術。 帶壓堵漏技術從上個世紀 80 年代以來, 在我國得到廣泛的應用和發展。 由于采用帶壓堵漏技術, 全國每年減少停車經濟損失達幾十億元。 但是長期來, 國內的帶壓堵漏技術并沒有形成統一的、 科學的行業標準, 工人和技術人員得不到有效培訓, 也出現了許多封堵失敗和人身傷亡事故。
二、什么是帶壓堵漏
我們所說的帶壓堵漏就是指在不停車的情況下,以動態密封結構理論為基礎,在設備、管道或管件等泄漏部位裝上合適的卡具,形成新的密封空腔,以高于介質泄漏的壓力將密封劑注入密封空腔,迅速固化,使密封膠的擠壓力與泄漏介質的壓力相平衡,建立一個新的密封結構來堵塞泄漏孔隙各通道,阻塞介質的外泄,達到堵漏的目的。
帶壓堵漏的優點:
(1)不需要停車或對系統進行隔離。
(2)帶溫、帶壓操作,不需要對系統進行泄壓。
(3)避免非計劃停車,減少了部分原料、物料、產品、電量的損失,縮短維修時間、降低了檢修費用,節省大量的能源和人力、物力。
(4)不破壞原來的密封結構,新的密封結構易拆卸。
(5)適應性強,應用范圍廣,幾乎所有流體泄漏都可消除。
(6)易燃、易爆區域消除泄漏時不須動火,防止裝置的火災爆炸事故。
(7)泄漏部位不需做任何處理,即可進行帶壓密封堵漏,方法簡便、操作靈活。
三、強化帶壓堵漏作業安全管理的重要意義
不停車帶壓堵漏 是一門綜合性高、技術性強、責任性大的特殊密封技術。 堵漏工作一般是在不停工, 不動電焊、 不影響生產正常運行情況下進行的, 因而它具有很高的危險性, 火災、 爆炸、 中毒、 燙傷等危險特性突出, 所以必須制定嚴密可靠的安全技術措施。 施工作業及相關人員必須遵守防火、 防爆、 防毒、 防靜電、 防燙傷、 防凍傷、 防碰傷、 防墜落、 防噪聲等國家有關標準規定。
四、帶壓堵漏作業的管理職責劃分
(1)機動設備部門是帶壓堵漏作業的歸口管理部門, 安全環保部門負責施工作業的現場安全監督。
(2) 漏點單位機動部門(或設備管理部門)是帶壓堵漏作業的管理部門, 負責審批帶壓堵漏作業的施工方案和安全措施, 協調現場的帶壓堵漏作業工作。
(3)帶壓堵漏作業單位負責制定具體的施工方案, 實施帶壓堵漏作業, 辦理帶壓堵漏安全作業票。
(4)漏點單位生產運行部門負責配合帶壓堵漏作業工藝條件的調整, 確認帶壓堵漏的工藝條件。
(5) 漏點單位安全防火部門負責確認帶壓堵漏的安全防火措施和風險評價報告, 監督作業現場的安全秩序, 審批帶壓堵漏安全作業票。
(6) 漏點單位的機動部門、 生產運行部門、 安全防火部門及施工單位的安全管理部門人員現場監護。
(7)帶壓堵漏作業中由于泄漏物質危險特性可能引發重大人身事故或其它重大事故的, 施工和生產單位主管安全生產的廠級領導必須現場監護帶壓堵漏工作。
(8)帶壓堵漏作業由施工單位實施, 作業條件由漏點單位提供, 施工單位按照安全施工方案和規章制度執行。
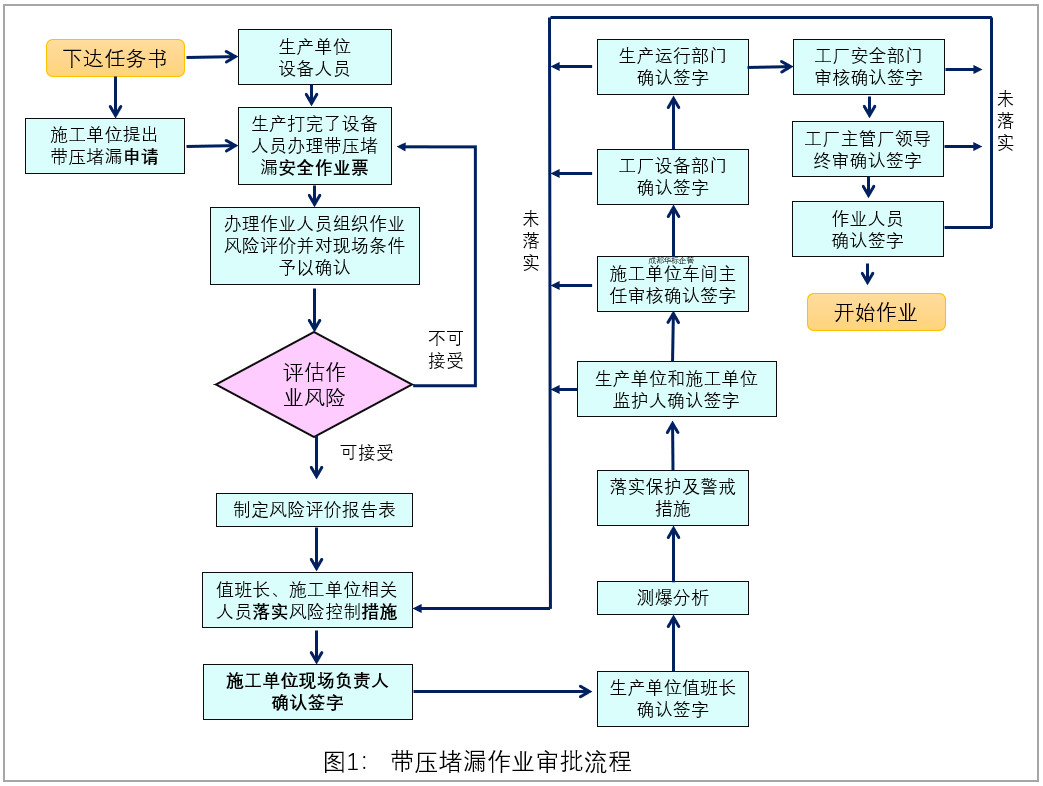
五、帶壓堵漏作業的審批程序
(1)施工單位在接到生產單位的施工任務書后,向生產單位提出帶壓堵漏申請。
(2)生產單位設備人員負責填寫和辦理帶壓堵漏安全作業票,組織作業風險評價并對現場條件予以確認,然后評估作業風險制定風險評價報告表。
(3)生產、施工單位相關人員對風險消減安全措施落實確認并簽字。
(4)施工單位現場負責人現場確認并簽字。
(5)生產單位值班長現場確認簽字。
(6)分析人員現場進行測爆分析(有毒)。
(7)施工單位和生產單位雙方共同落實施工地點的保護及警戒措施。
(8)生產單位和施工單位的監護人現場進行確認后簽字。
(9)施工單位車間主任現場審核確認后簽字。
(10)エ廠機動部『門現場確認后簽字。
(11)工廠生產運行部門現場確認后簽字。
(12)工廠安全部門現場審核確認后簽字(乙類帶壓堵漏安全作業由安全部門終審)。
(13)工廠主管領導終審確認簽字。
14)施工作業人員確認各項措施落實情況后簽字,并開始作業。
帶壓堵漏安全作業票,見表1。
帶壓堵漏作業的審批程序見圖1。

六、帶壓堵漏作業過程的動態安全管理
1.帶壓堵滿技術概述
帶壓堵漏的組成部分:帶壓堵漏技術大體由堵漏卡具的設計、密封材料的選用和實際操作3個部分組成。設計合適的卡具是前提,選用合適的密封材料是基礎,安全可靠的實際操作是保證,三者相輔相成,缺一不可。
不停車帯壓堵漏技術必備的工器具包括:手動高壓油泵、高壓膠管、高壓快裝接頭、壓力表、表座接頭、自動復位高壓注膠槍、換向閥、注膠考克、螺孔注膠接頭、帶壓堵漏密封膠等。其中高壓注膠槍是這項技術的特制專用器具,它在手動液壓泵的作用下能產生近60MPa的擠壓力,強行將密封膠注人泄漏部位與夾具形成的密封空腔內,從而達到堵漏的目的。
防護裝備:加長中溫防熱手套,加長高溫手套,凱夫拉極高溫手套,涂鋁型防護服,耐高溫防護服,耳罩,耳塞,防護眼鏡,安全帽,防護面罩等。堵漏卡具、密封材料見圖2。



2.作業過程動態安全控制的要素和手段
對作業過程實施有效的動態安全控制與管理,消除作業現場可能出現的各種危險與有害因素,使作業現場處于受控狀態,是對帶壓堵漏作業安全管理的根本任務。方式就是通過對以下4個動態方面的要素進行系統控制:
(1)過程要素〔項目(建設項目、操作項)、活動(生產活動)、作業(檢修作業);
(2)對象要素(人、機、料、法、環);
(3)時間要素(檢測時間、票證書時限等);
(4)空間要素(登高作業進入有限空間作業等)。
作業過程安全控制的手段:要運用OSHE管理體系方法,健全現場安全管理組織、明晰管理內容、明確管理職責、完善管理制度、理順管理程序、控制管理過程并能夠充分運用現有的現場安全管理資源。
3.帶壓堵漏作業過程安全控制環節
3.1帶壓堵漏作業準備
(1)漏點單位和施工單位充分了解漏點的詳細情況, 針對性的準備施工人員的安全防護用品。
到泄漏現場首先目 測現場狀況, 再和泄漏單位現場人員了解現場泄漏信息:
<1>現場詢問了解:
A .泄漏介質。
B.泄漏處壓力。
C.泄漏管線的材質。
D.泄漏原因。
E.泄漏時間。
F.新泄漏點還是返修點。
<2>判斷是否符合施堵組織機構。
<3>確定堵漏現場指揮人員。
<4>建立施堵組織機構:現場總指揮、現場安全員、現場技術員。
(2)帶壓堵漏作業人員正確地按照受壓元件的有關規定, 進行設計、 計算、 選材和制造堵漏器具。 (各類堵漏器具和堵漏材料備齊。 如果需要注劑式密封施工, 要測繪出圖、 加工注劑式卡具。 )
(3)辦理相應的工業用火作業票、 臨時用電作業票、 高處作業票等票證書, 識別作業風險, 制定風險消減措施, 并貫徹到作業人員, 參加施工的人員熟知避險的措施, 特殊工種人員經過專業培訓取得資質, 作業人員無職業禁忌癥。 (根據帶壓堵漏理論和實踐經驗以及企業標準, 借鑒國際前沿的管理知識, 泄漏點現場調查等, 制定施堵搶修方案和現場組織管理體系。
(4)帶壓堵漏作業點設置安全通道, 高處作業設置緊急避險索或避險網措施。
(5)夜間臨時照明電壓低于 36V。
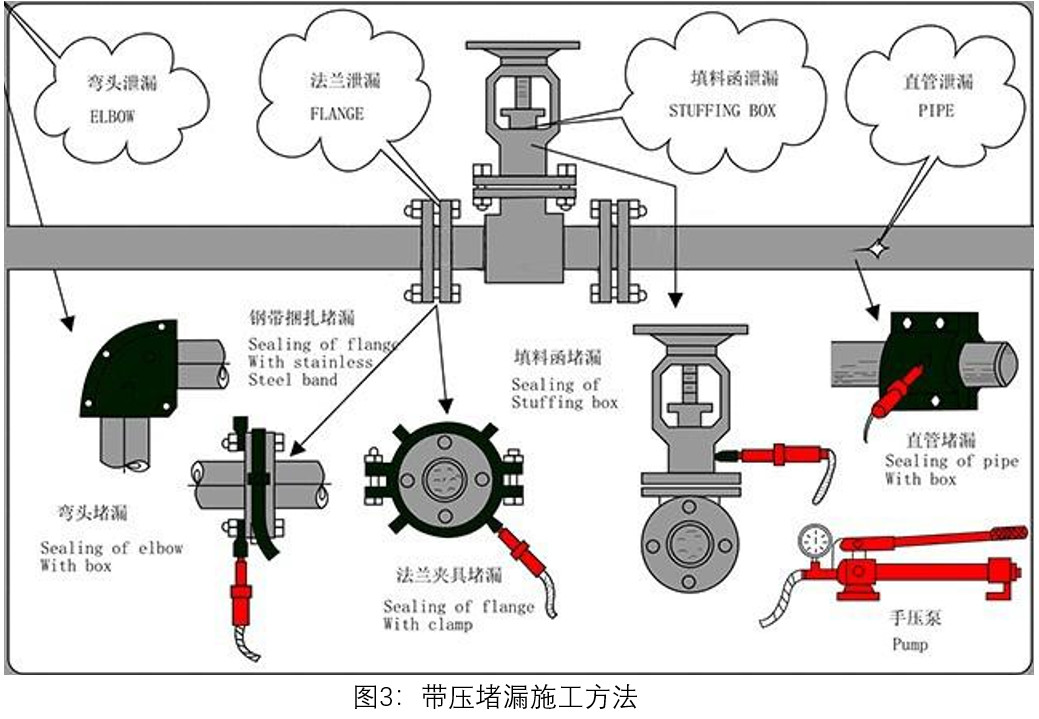
(6)防爆工具等準備完畢, 現場監護人員到場。帶壓堵漏施工方法見圖3。
3.2 實施安全作業要求
甲類在線帶壓堵漏作業
①壓力高于1.0MPa的甲A、甲B、乙A類氣體物料系統堵漏作業、高毒物料的堵漏作業。
②壓力高于1.0MPa、物料溫度高于自燃點的液相易燃易爆物料系統堵漏作業。
③壓力雖低于1.0MPa,但是泄漏物料溫度高于250℃的易燃易爆物料系統堵漏作業。
④溫度高于400℃或壓力高于4MPa、管道直徑100mm以上的蒸汽系統在線堵漏作業。
⑤甲A類液態烴泄漏達到瞬時爆炸條件、有毒氣體泄漏量達到人體中毒的最低濃度的在線帶壓堵漏作業。
乙類在線帶壓堵漏作業:除甲類以外的在線帶壓堵漏作業
3.3 帶壓堵漏安全要求
a.甲類帶壓堵漏作業票由施工單位和漏點單位主管廠級領導終審批準,乙類帶壓堵漏作業票由施工單位安全部門和漏點單位安全管理部門終審批準。
b.作業前對泄漏介質進行空間測爆,空間泄漏介質濃度必須低于爆炸極限。
C.施工人員必須經過專門的培訓訓練,進行安全教育注意防火、防爆、防毒、防燙、防墜落、防噪音等。
d.施工人員在帶壓密封操作時,必須穿防護服,戴安全帽、戴防護手套、戴面罩或護鏡、防護面具(專業培訓,理論和實際操作考核合格,方可施工作業)。
e.帶壓密封有毒介質時,戴防護面具。
f.高處作業時,作業人員系好安全帶。
g.噪音較大時,戴防噪音耳塞。
h.帶壓堵漏施工現場,需用電或在特殊情況下需動火作業時,必須按有關規定辦理臨時用電作業票或工業用火作業票,嚴禁在未辦理任何手續的情況下用電或動火。
i.帶壓密封易燃、易爆介質時,用水蒸汽或惰性氣體保護,用無火花工具施工,防止引起火災和爆炸事故。
j.帶壓密封操作時,要避免泄漏介質直接噴射到人身上。操作時,人員站在上風口;或用蒸汽或氮氣,把泄漏介質吹向另一邊;或用專用工具,使操作入員遠離泄漏介質。
k.嚴格控制注射壓力及注入密封劑數量,防止密封劑進人介質內部系統中。
l.為保證注入密封劑操作安全,在聯接注射槍,取下注射槍,取出推料桿(柱塞)加密封劑時,都必須首先關閉注射閥上的旋塞。
m.帶壓消除法蘭墊片泄漏時,要審查法蘭連接螺栓的受力情況,調查螺栓的損傷程度,以便采取相應的措施。絕對防止在注人密封劑操作時,發生法蘭連接螺栓斷裂事故。
n.帶壓消除設備、管道、等器壁上的泄漏時,要查清泄漏部位周圍器壁的減薄程度,必要時用高溫測厚儀測量其厚度,以便從夾具的設計上,注入密封劑操作等方面采取相應措施,防止把器壁壓壞,導致事故。(對于腐蝕嚴重或管壁較薄部位,嚴禁使用夾具進行帶壓堵漏,以免夾具擠壓造成更大的泄漏。)
0.在法蘭和填料盒上鉆孔,先不要鉆透,攻絲擰入注射閥以后,再用小鉆頭鉆透。鉆孔時要加水(或油)冷卻,防止鉆孔時出現火花。
p.在法蘭連接螺栓上裝螺孔注入接頭,只適用于小于4MPa壓力的泄漏系統。松開螺母前,應先在其附近裝上特殊卡子,禁止同時拆卸相鄰的2個以上(合2個)螺栓。
q.進行帶壓堵漏作業,必須持有審批合格的《帶壓堵漏安全作業票》。
七、當前各單位在帶壓堵漏作業安全管理中存在的主要問題
(1)安全教育和培訓嚴重不足:帶壓堵漏是一門專業性很強的技術,要求作業人員的現場應變能力、對機械專業知識掌握以及帶壓堵漏專用工具使用等都有很高的要求。生產單位也要掌握帶壓堵漏的相關知識。
(2)應急措施落實不到位:帶壓堵漏的工作環境惡劣、作業時間長、勞動強度大,作業中不確定因素多、作業風險大。工作前的安全準備丁作非常重要,作業前對檢修要100%進行風險評估和落實削減措施,應急安全措施的落實一定要到位。
(3)安全技術措施落實不到位:管理粗放,要進一步推行“四有”工作法,完善并嚴格執行確認制,每個環節都安全受控。防護服、密封劑、卡具等的使用確保安全可靠。
(4)個別生產廠把帶壓堵漏作為一勞永逸的措施:帶壓堵漏是屬于一種應急搶修性質的臨時處理措施,有一定的局限性和時效性。在有條件的情況下,還是要對泄漏部位進行徹底檢修。消除跑、冒、滴、漏,提高設備運行健康水平的根本方法是要靠計劃檢修的合理性和提高設備檢修維護的工藝,加強日常巡檢。
帶壓堵漏是石油化工生產中一項危險性較大的特殊作業。隨著專用設備的研發和安全操作技術的進步,帶壓堵漏的安全可靠性將越來越高。只要我們能夠制定科學詳細的操作方案,并保證措施落實到位,帶壓堵漏做到安全可靠是完全可以實現的。
蔣良君提示:帶壓堵漏需知標準
GB/T 28055-2011 鋼質管道帶壓封堵技術規范
GB/T 26556-2011 承壓設備帶壓密封劑技術條件
GB∕T 36701-2018 埋地鋼質管道管體缺陷修復指南
SY/T 6150.1-2017 鋼質管道封堵技術規范 第1部分:塞式、筒式封堵
SY/T 6150.2-2018 鋼制管道封堵技術規程 第2部分:擋板-囊式封堵
HG/T 20201-2007 帶壓密封技術規范
【關聯好文】:
帶壓堵漏案例:蒸汽管道泄漏點帶壓引流焊接堵漏法
如何正確選擇管道泄漏監測系統
帶壓堵漏案例:主管線倒淋閥閥體泄漏
答疑:用什么方法點檢氣管漏氣?
答疑:如何做好泄漏點的標識管理?
解決金屬軟管泄漏的有效方法
用碳纖維復合材料修復管道滲漏實例
? 如果本文對您有幫助,請分享給您的朋友!
【提示】:
1.不斷更新的好資料和答疑集錦在 m.btbmjb.com “找資料”欄目公布。
2.QQ群:2300+人群,專業高質、答疑解惑、互動交流,Q群名:中國設備管理, Q群號: 283752911
主要交流:設備管理體系標準、ISO55001資產管理、設備完整性管理、6S管理、目視管理、安全管理、企業管理等,純廣告者禁入!
3.加"中國設備管理" Q群,總有一個人知道你問題的答案!
4.優秀留言有機會錄入“找資料”欄目答疑集錦,并歡迎大家來稿分享
